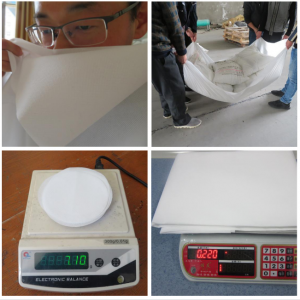
1.Logo/Printing 3M Tape test
2.Basic function check (Functions on product specification work )
3.Assemble check
4.Temperature test
5.Power consumption test
6.Frosting check
7.Refrigeration check
8.Leakage Test check
9.Load test of shelf layer
10.Hi-pot test
11.Volume test
12.Plug pull test
13.Low voltage start (94V in 6s )
14.Stability
15.UPC scanning test
16.Aging test for 5 hour





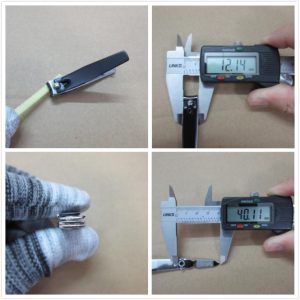








 1.Barcode scanner test
1.Barcode scanner test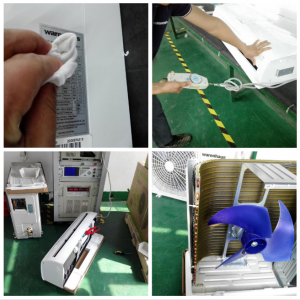
 1.Appearance
1.Appearance