1.1 All plastic parts should be free from obvious phenomena such as sharp edges, shrinkage, silver wire, scratches, color mixing, water-intrusion, spots, breakage, melting shells, and bursting. Aluminum can not be installed with crooked, scratched, spotted, rough, damaged, poor fuel injection, deformation and different colors.
1.2 Check that the silk screen must not be printed incorrectly, missed, scratched, blurred, misplaced, or mismatched in color. The body screws should be free from missing, sweeping heads, sliding teeth, and wrong specifications. There must be no steps or clearances between the cold cover and the aluminum pass and the hairpin and the aluminum pass.
1.3 Push the switch not too loose or too tight.
2. Withstand voltage test
The voltage value of HI-POT machine refers to QA / QC specifications. The test parts are power cord, hoe, peripheral of switch engine, body screws, exposed metal parts. When testing, the switch engine should be at the highest level. The test time is 2 seconds each. No alarm sound during the test.
3. Output power test
3.1 During the test, the input voltage should be within the range of plus or minus 2% of the rated voltage. The power measured with a power meter must be within the QA / QC specifications of the corresponding model.
3.2 PCBA board function test, refer to the corresponding QA / QC specification requirements for detailed testing at each step.
4. Temperature test
Under the test condition of the rated voltage plus or minus 2%, when the curler is in the open or closed state, the temperature at which the heat transfer aluminum flux is stable is tested. The measured temperature must be within the QA / QC specification.
5. Internal machine inspection
5.1 First, check whether all materials used are correct according to the BOM.
5.2 Check whether the internal wiring and wiring are correct, whether the leads have been burned, peeled, and the metal wire core has been exposed, and whether the heat-shrinking shrinkage on the rotary terminal has been crushed, exposing the terminal, etc.
5.3 Check whether the leads are all fixed.
5.4 The insulating tape at the foot of the switch engine must be close to the switch engine. The insulating tape must cover the solder joints and the screws above the switch engine by more than 4mm.
5.5 Pull the lead at the solder joint by hand or tool. Pull the lead lightly and it cannot be pulled off or loosened.
5.6 There should be no false phenomena such as false welding, false welding, continuous welding, flying wire, etc. at the welding place. Whether the cable tie is in the correct position (should be as close as possible to the engine).
6. Special test
6.1 The forward torque of the screw is: outer diameter 2.8-3.0mm, the forward torque is 5kgf.cm.
6.2 Pad printing / screen printing position test: Pad printing, screen printing characters shall be wiped 15 times with 75% rubbing alcohol cotton cloth, the characters shall be clear and clear, and the surface of the characters shall be adhered with 3M adhesive paper. Repeat the character three times without discoloration.
7. Wire tension
8. Stand-alone drop test
Adjust the voltage to plus or minus 2% of the rated voltage, let the finished machine power on for 1 minute, and let it fall naturally three times from 90cm above the ground under the power-on state. Place the finished machine at 180cm and let it fall freely once.
2019 is a year of “turbulence” in the global industry chain. Not only is this happening between China and the United States, but even Japan and South Korea have erupted in such tit-for-tat games.
On May 15, the U.S. Department of Commerce issued a “ban” on Huawei, placing Huawei and its 70 subsidiaries on the “physical control list”, so that US companies must obtain permission before selling products to these companies. Although the official website of the U.S. Department of Commerce announced on the 20th that it will give Huawei and its partners a 90-day temporary license. According to media reports in August, the U.S. has extended the temporary license to Huawei again. The meaning of “untie”.
On July 1, Japan announced that it would increase its efforts to restrict the export of three core cutting-edge materials to South Korea, and began to officially restrict the export of related products to South Korea on the 4th. This will undoubtedly cause a “fatal” blow to the semiconductor industry in China and South Korea. Because there is a weakness for industries such as semiconductors that have a mature and strict global division of labor system, that is, raw materials are extremely dependent on the international market, especially the supply of the United States and Japan.
Now, self-help is imminent. On the one hand, localization is required, and on the other hand, no single material or a few key materials are held in the hands of certain countries or manufacturers, so that the risk of such “trade shocks” can be minimized. Therefore, from the perspective of the development of the trend, the global stable and one-way industrial chain over the past few decades is being broken.
Changing global supply chain management
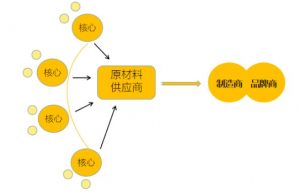
With the changes of the globalized industrial chain and the advent of the Internet, the possible links of a commodity supply chain include local factory production, production at multiple factories overseas, and finally procurement in multiple countries around the world. This requires that New global supply chain management service capabilities. In other words, in the globalized industrial chain, in the future, a core component will include multiple core enterprises, and may be distributed in multiple countries. At the same time, these core companies need to purchase raw materials in multiple countries around the world. This can also be seen as a reflection of the evolution and upgrade of supply chain management from line to face.
In the traditional “chain” supply chain management, multinational companies have a large number of participants, each link is too trivial and scattered, serious faults, and the degree of visualization of the entire chain is very low. Operating costs increase.According to the survey, there are still a considerable number of multinational companies who do not know who their suppliers are at all levels, where the source and downstream are. This brings the risk that it is difficult for companies to monitor the operation and implementation of different suppliers in their supply chain. . Therefore, with the transformation and development of the manufacturing industry, at the domestic and global scale, breaking the information silos and achieving interconnection between manufacturing enterprises will become urgent problems to be solved.
On January 29, 2019, Punta, which received a round of 2.4 billion yuan (the largest single financing in the supply chain logistics field), emphasized that “Juda will continue to increase investment in globalization and other aspects. At the same time, it is officially proposed that Efforts to create a new layout of Manufacturing Digital SCM (referred to as MDS, manufacturing digital supply chain). Through the digitalization-driven intelligent manufacturing collaborative supply chain solution, help companies shorten the supply chain, reduce the total supply chain cost, and change the supply of traditional manufacturing The chain has shifted from a single-line link for companies on a single chain to a networked, multi-layered, all-round link. ”
Aiming at the two characteristics of “digital drive” and “cooperative sharing”, Punctual’s approach is to use the same platform to connect multiple participants who are active in different industries on the B2B supply chain. Through AI, big data, IoT and other new types Technology provides them with visualization, collaboration, and digitization, enabling seamless linking and dynamic visualization of collaboration and information transfer between different roles, reducing inventory and reducing volatility. In the future, we can see that the management of a manufacturing supply chain will change from a pure manufacturing supply chain to a digital supply chain in the manufacturing industry to a digital supply chain in the future. The scope of services is constantly expanding, and the technology content Is also constantly improving.
Attacks by Chinese supply chain companies
In the globalized industrial system, there have been three generations in history under the domination of the United States. From Germany and Japan to Southeast Asian countries represented by the four Asian dragons, and then China has become the third-generation producer in the globalized division of labor system led by the United States. Over the past two decades, China has mainly exported low-value-added personal consumer goods to the world. In the future, it will focus on breaking through high-end manufacturing and high-tech industries. Intelligent manufacturing has become a new direction for industrial upgrading. In this context, we see that the three major economies of the United States, Germany, and Japan have spawned world-class global supply chain giants such as UPS, FedEx, and DHL. As the second largest economy in the world, driven by the new industrial era and digital technology, it is expected that China will have more than one world-class global supply chain giant in the future.
A new global supply chain is inseparable from a global network. For large B2B manufacturing companies, the market for supply chain logistics is global. From the global procurement of raw materials to the external output after the finished products are produced in factories in multiple countries, in every link of the supply chain, the support and coordination of global network resources are inseparable. Network coverage not only determines the volume and revenue, but also has a significant impact on service coverage and timeliness.
With the in-depth development of economic globalization, the highly integrated industrial chain and supply chain system have connected the “backbone” of the world economy. It is precisely because of this that the global supply chain system is greatly affected by policies and the situation. The prolonged Sino-US trade frictions also allow The global supply chain landscape is changing. In this regard, on time, the full-time supply chain service capabilities accumulated by large-scale multinational corporations on time have been significantly released, and with its 155 bases established in the United States, Japan, South Korea, Vietnam, India, Southeast Asia, Europe, and other countries, Global network resources and strong resource integration capabilities, it can respond to the constantly dynamic reorganization of the global supply chain network with flexible supply chain full-link management.
Take Vietnam as an example. Due to its advantageous geographical location and demographic dividend, it has attracted world-class companies such as Intel, Samsung, Coca-Cola, Pepsi, P & G, Nestle and other factories in Vietnam. It is precisely because of the blessings of more and more world-class manufacturers that the demand for professional integrated international logistics services in Vietnam will increase in the future. Moreover, the service is not only a simple transportation and warehouse declaration, but also extends to global supply chain management. No doubt Vietnam will become one of the very important nodes in the global supply chain in the future.
It is also because of Vietnam ’s unique geographical advantage that Puntastar has already carried out a strategic layout in Vietnam. With Vietnam as a tie, Puntastar has assisted manufacturing companies to open the Belt and Road corridor from Vietnam across China to Europe and south from China via Vietnam Comprehensive services for the supply chain foreign trade in the ASEAN Free Trade Area of Southeast Asia, and radiate the land, sea and air transportation network to the United States, Mexico, India and other countries. While providing supply chain logistics for these multinational manufacturing enterprises, reverse logistics and integrated customs services are also Vietnam’s most prominent advantage. Therefore, Vietnam punctuality is “the best local supply chain logistics company in China”.
Different from traditional logistics companies, Juntime is based on building a global network base. It has practical experience in integrating from the manufacturing chain to the distribution chain. It is one of the few end-to-end supply chain management service enterprises with a global network layout. Customers provide full-scale supply chain integration solutions from raw material procurement to factory manufacturing to the end-to-end consumer link (C2M2C).
On time, Junda played the role of coordination, coordination and operation in Sharp’s global supply chain management. It participated in Sharp’s supply chain planning, coordinated with upstream and downstream participants in the supply chain, organized various resources, and promoted the entire supply. The efficient operation of each link of the chain system is reflected in logistics services. It integrates various types of logistics service providers to realize the operation and management of procurement / entry, on-site, sales and after-sales logistics. In terms of international air and sea freight, SJL has conducted global bidding through the combination of goods and goods with internationally renowned companies such as Foxconn and Sharp. The combination of resources and scheduling has helped Sharp save nearly 30% of international air and sea freight each year. In addition, in the entire project of Sharp, for domestic logistics in Japan, SJL has also integrated various warehouses and optimized store distribution routes to help Sharp reduce costs and increase efficiency. ” SJL also launched a transport collaboration platform system for Sharp this year. The next step is to connect multiple participants from different industries active in the B2B supply chain to digitize and visualize the entire flow of goods in transit. Because for a sales manufacturer with multiple production bases overseas, this is a new driving force for the upgrading and transformation of the supply chain of manufacturing enterprises. For example, grasp the quantity being produced in the factory, the quantity of finished products to be shipped, the quantity of goods already on board, the quantity of goods ready for customs clearance, the quantity of goods already in the warehouse, etc. In this way, Sharp can control the overall inventory situation in real time, and then maximize the efficiency by deploying other functional departments. This is a function that SJL will implement in the future.
In Sharp’s entire project, it involves services such as cross-border transportation, VMI warehouse management, supply chain management (planning, procurement, production, sales, etc.), customs services, and finance. The core of the future is to use data to connect from raw material production and manufacturing to storage management, to goods transportation, and after-sales, including processing, finance and other services, to realize the digitization and visualization of the entire process.
From the perspective of SJL’s development, the core of the end-to-end service to complete the global supply chain management lies in the global resource capabilities (warehouse trucks, etc.) and data-based collaborative platforms. In general, the global industry chain is changing, and the accompanying changes in the supply chain platform. To achieve the upgrade of cost, efficiency, and experience, it is definitely not the current logistics system, but is driven by technology and penetrates into the supply chain. Upstream and downstream collaboration, global platform.
Quality is onboard with the goals of making the best product or service available and reducing customer complaints. Complying with quality standards is no easy task, even with enough resources available to manage them. Following are 5 ways to improve the quality of products.
1. Get accurate item specifications. Both the catalog retailer and the vendor should have something in writing that accurately depicts each product’s specifications, including important factors such as representing colors as accurately as possible and using the correct sizes and measurements.
2.Define the Real Requirements. For each business process define what is really needed (specific outputs and targets) to hit the objective of the process. Focus on what it will take to drive high customer satisfaction and build this into your process.
3.Keep business processes as simple as possible. Remove unnecessary meetings, consolidate approval steps, minimize the number of approvers focus on what the process is trying to achieve. Document the business process and have stakeholders review and approve each step.
4.Define Key Performance Indicators. Critically examine what each process is trying to achieve, the required inputs and the expected results. Document the drivers so as you examine the measures later you can determine how to affect change.
5.Evaluate Improvement Opportunities. Develop a process to routinely evaluate applicable quality standards to look for changes and identify opportunities for improvement.
In conclusion, implementing quality control program – and enforcing it consistently – is not easy, but its potential benefits make the effort worthwhile. Such a program can keep your overall costs in line, improving your bottom line and at the same time enhancing long-term customer satisfaction and the lifetime value of your customers.
The standing committee of the political bureau of the central committee of the communist party of China (CPC) on February 12 stressed the need to resolutely win the people’s war, general war and resistance war on epidemic prevention and control, strive to minimize the impact of the outbreak of the new coronavirus, maintain stable economic operation and social harmony and stability, and achieve this year’s economic and social development goals and tasks. The meeting of the standing committee of the political bureau of the CPC central committee provided a roadmap on how to ensure the smooth passage of the outbreak test in foreign trade while winning the outbreak prevention and control war — supporting foreign trade enterprises to speed up the resumption of production, increasing support for trade financing, and giving full play to the role of export credit insurance. We should take an active part in international coordination and cooperation to create a favorable international environment for the development of foreign trade.
The key to ensuring the achievement of the annual target of foreign trade this year is to support foreign trade enterprises to resume production as soon as possible while actively fighting against the epidemic, and to help foreign trade enterprises get rid of the double pressure of the Spring Festival holiday and the impact of the epidemic by returning to work in batches and gradually operate smoothly. The department of commerce of zhejiang province issued the list of the first batch of provincial key foreign trade enterprises returning to work and the priority guarantee, giving priority to promoting the resumption of work and production of 54 foreign trade enterprises. Shandong province issued the “urgent notice on doing a good job in the resumption of foreign trade and foreign-funded enterprises”, and formulated 19 measures to accelerate the resumption of foreign trade enterprises to promote foreign investment; Guangdong province has issued the “20 articles on resuming industry and production” to support enterprises to resume production and production from five aspects, namely, guaranteeing enterprises to resume production and production, reducing labor costs, reducing enterprises’ operating burden, increasing financial support, and optimizing government services. While stepping up production, foreign trade enterprises that gradually return to work must, according to the characteristics of production and operation, do a good job in the prevention and control of epidemic diseases such as detection and screening before and during the resumption of work and production, commuting security, and individual protection.
As many foreign trade enterprises begin to resume production, the focus of work should be on accelerating the coordinated operation of the whole industrial chain. The production of any enterprise cannot be separated from the cooperation of upstream and downstream, especially for foreign trade enterprises. In addition to timely dredged upstream and downstream enterprises to solve the problems of machine, labor, capital shortage and other problems, pay attention to the raw materials, important parts and other stable supply guarantee problems, at the same time, the logistics, storage and transportation convenience is also the foreign trade enterprises can successfully complete the order and delivery of the important link.
We will increase support for trade financing and give full play to the role of export credit insurance. At present, many places have introduced financing support policies for different types of enterprises and issued funds to enterprises in the shortest time. To increase trade financing support, we should not only solve the urgent problems, but also gradually form a stable policy mechanism for financing small and medium-sized private foreign trade enterprises in the course of coping with the epidemic, and further reduce the short-term export credit insurance rate. Export financing for complete sets of large equipment shall be guaranteed, and foreign trade enterprises shall be vigorously supported to obtain financing on the premise of controllable risks. We will guide financial institutions to increase their support for small and micro enterprises through policies such as differentiated reserve requirements, interest rates, refinancing, and rediscount. Encourage and support financial institutions to make loans to foreign trade enterprises that have orders and are profitable. We should strengthen bank-to-trade cooperation, encourage and support financial institutions to further expand the scope of financing for export credit insurance policies and pledge financing for export tax rebate accounts, so as to break through the blockage at the source and effectively address the lack of resilience in the development of foreign trade enterprises due to financing difficulties and high prices.
We should take an active part in international coordination and cooperation to create a favorable international environment for the development of foreign trade. Foreign trade is inseparable from the international market. Therefore, to do a good job in the prevention and control of the epidemic and achieve the key results of the prevention and control work as soon as possible is to further obtain international recognition, and the importance of gradually reducing foreign restrictions on flights and personnel exchanges is highlighted. At the critical stage when China’s epidemic prevention and control work was at its most intense, a number of foreign-funded enterprises in China actively arranged production deployment, and further strengthened China’s confidence that China would win the battle of epidemic prevention and control and prevention by taking concrete actions to resume production. While recognizing the temporary impact of the outbreak on China’s economy, many foreign investment institutions are still optimistic about the continued positive trend of China’s economy in the medium and long term, which has provided a new “bright color” for the recovery and development of foreign trade this year.
Making overall plans to prevent and control the epidemic and promote economic and social development is both a major war and a major test. After the meeting of the standing committee of the political bureau of the CPC central committee has made a plan for stabilizing foreign trade, government departments at all levels, from the central to the local level, should carry out the plan one by one. The ministry of commerce proposed to “accelerate research on a number of practical and effective policies and measures, promote the solution of enterprises’ practical difficulties, spare no effort to promote stability and stability at the same time” and do a good job in the “6+1” key work. These targeted policies are expected to bring tangible benefits to millions of foreign trade enterprises as soon as possible, so as to minimize the impact of the epidemic on foreign trade production and development, and inject more impetus into efforts to achieve the annual development goals and tasks of foreign trade.
Simply speaking, QA controls the process, QC controls the product
QC: Quality Control, quality control, product quality inspection, analysis, improvement and quality control of related personnel after finding quality problems. Generally includes IQC (Incoming Quality Control: incoming inspection), IPQC (In-Process Quality Control: process inspection), FQC (Final Quality Control: finished product inspection), OQC (Out-going Quality Control: shipping inspection). QC focuses on products, not systems (systems). This is the main difference between QC and QA. The purpose is the same as QA. They both “meet or exceed customer requirements.”
QA: Quality Assurance, quality assurance, to ensure that there is no problem with product quality by establishing and maintaining a quality management system. Generally includes system engineer, SQE (Supplier Quality Engineer: supplier quality engineer), CTS (customer technical service staff), 6sigma engineer, calibration and management of measuring instruments and other personnel. QA not only needs to know where the problems are, but also how to formulate solutions to these problems, and how to prevent them in the future. QC needs to know that if there is a problem, it should be controlled, but it does not have to know why it should be controlled in this way.
To sum up, QC: Mainly after-the-fact quality inspection activities, default errors are allowed, and it is expected to find and select errors. QA is mainly quality assurance activities in advance, focusing on prevention, and expects to reduce the chance of errors.
QC is the operating technology and activities adopted to make the product meet the quality requirements. It includes inspection, correction and feedback. For example, QC will remove the defective products after inspection, and then feedback the defective information to relevant departments to take improvement measures. Therefore, the scope of QC’s control is mainly within the factory. Its purpose is to prevent non-conforming products from being put in, reordered, and shipped out, to ensure that products meet quality requirements and only qualified products can be delivered to customers.
QA is to provide trust to meet customer requirements, even if the customer is convinced that the product you provide can meet his requirements, so you need to start from market research and review customer requirements, product development, order and material procurement, incoming inspection, production process Control, shipment, and after-sales service leave evidence at each stage, confirming that every step of the factory’s activities is carried out according to customer requirements.
The purpose of QA is not to ensure product quality. It is the task of QC to ensure product quality. QA is mainly to provide conviction, so it is necessary to manage the entire process of understanding customer requirements from the beginning to the after-sales service. This requires companies to establish a quality control system, formulate corresponding documents to standardize the activities of each process, and leave evidence of the implementation of activities in order to provide trust. This trust can be divided into two types: internal and external. Even if the customer is assured, they believe that the factory produces and delivers products according to their requirements. Internally, they are assured that the owner of the factory is responsible because the owner is the first person responsible for product quality. He has to take full responsibility, which is also the main requirement for countries to formulate product quality laws to promote enterprises to really attach importance to quality. Therefore, in order to avoid quality responsibility, the boss must standardize activities and leave evidence. But if the factory personnel operate according to the document requirements, the boss cannot understand them one by one. This requires QA to perform audits on his behalf to understand whether the document requirements have been complied with, so as to convince the boss that the activities of the plant are carried out in accordance with the documents. Reassure him. Therefore, the main difference between QC and QA is that the former is to ensure that the product quality meets the requirements, and the latter is to establish a system and ensure that the system operates as required to provide internal and external trust. At the same time, QC and QA have the same points: that is, QC and QA must be verified. For example, QC testing products according to standards is to verify that the products meet the requirements, and QA internal audit is to verify whether the system operation meets the standard requirements. Cargo audit and reliability testing is to verify whether the product has performed various activities in accordance with the regulations and whether it can meet the requirements to ensure that the products delivered by the factory are qualified and meet the relevant regulations.
Pay attention to whether the marks meet the requirements, whether there is bad printing and so on.
Does the packing method meet the requirements
2) check color boxes and accessories
Pay special attention to missing relevant accessories (including fan blade, mesh bundle, screw bag, etc.)
Pay special attention to all packaging materials (including instructions, warranty CARDS, etc.)
3) installation instructions shall include:
The type and type of lighting appliance installed on the fan shall be specified
Whether partition fans can be installed outside Windows or walls;
For fans installed at higher locations, the blades shall be 2.3m above the ground;
For duct fans and partition fans, care must be taken to prevent gas from returning into the room through open air passages or other open flame devices
2. Security inspection and testing
1) whether the product has sharp edges and corners (especially the metal nose and mesh cover)
2) whether the power cord has broken skin or exposed copper (pay special attention to the outlet of the power cord)
3) high voltage test and grounding test
International standard: iec60335-1 & iec60335-2-80
American standard: ul-507
4) special reminder: high pressure danger, pay attention to safety
Validity of instrument
The normal function of the instrument
Set parameters according to standard requirements (test voltage, test current, test time)
3.Appearance inspection
1) check whether the products are consistent with the samples, specifications, orders, pictures and contents of color boxes and instructions provided by the customer.
2) are there any missing product labels
3) there is no omission or wrong printing of product trademarks, there is no poor silk screen printing.
4) appearance should not have some bad defects (such as dirt, scratch, deformation, rust, oxidation, poor spraying, poor electroplating, mixed color, etc., pay special attention to the motor rust)
Special note: make sure you have enough light
(1) nameplate
Use the letter “T” for fans used in tropical climates.
When the ambient temperature is higher than 40, the fan must indicate the ambient temperature
(2) ceiling fan: pay special attention to the fact that the LNE label cannot be inverted
4. Mechanical assembly inspection
1) whether all parts are well coordinated, and whether there is significant gap and segment difference.
2) pat the machine by hand and shake it. Check whether there are any foreign bodies (such as screws and muons) or loose assembly in the product.
3) check whether the base is uneven (put the product on the glass to see if it is shaking, use a stopper) (except ceiling fan)
4) whether the front and rear mesh covers are well matched.
5. Function check
1) check the function of switch keys
2) check the performance of operation and speed regulation
3) input power test
4) check the function of lifting head and swinging head (table fan, floor fan)
5) check the performance of operation and speed regulation
6) positive and negative rotation function check (ceiling fan)
1.1 During the injection molding production process, the operator must make a self-inspection record to check the appearance of the product. The inspector should make the first signed seal of the product and fill in the “first inspection record card”. Product sampling inspections are required. Each inspection item must be complete. At the same time, the three links of packaged products, workbench products and machine random products must be verified at the same time. If problems are found, they should be corrected and coordinated in a timely manner. recording”;
1.2 The inspection requires the operator to rework the products that fail the self-inspection, and record, mark and review the reworked products until the product quality requirements are met, otherwise it is not allowed to stamp into the warehouse, and to ensure that the unqualified products are handed over during the shift The information is completely transmitted to the next inspection staff to prevent the accidental production and misuse of parts and materials;
1.3 The quality supervisor shall collect the inspection report every day and check the inspection records. If the records are inaccurate or in doubt, ask the relevant inspectors to understand and confirm. If it is careless, wrong, and inadequate, ask for notification and criticism. And the performance deduction will be assessed and deducted on the same day. Inspectors who have failed to implement the inspection work guidance for many times will consider changing posts or dismissing them;
1.4 After the finished products of each injection molding section are qualified, the inspection shall be stamped on the “Product Production Process Card” before entering the warehouse or transferring to the next process. The injection molded finished products, semi-finished products, qualified and unqualified products, etc. shall be in accordance with the specified area. Neatly placed and labeled in accordance with the principles of identification and traceability management, inspectors have the right to control and coordinate the process, and have the right to order employees to rectify or shut down for erratic identification.
2.1 Product inspection and confirmation after refueling During the inspection process, when the machine is refueled or refilled, the inspection must confirm the quality parameters of the product’s appearance, engineering dimensions, performance strength and component assembly according to the first item inspection standard, and investigate and understand the materials used. Whether the batch has changed, which is convenient for recording and preventing the occurrence of badness;
2.2 Inspection and confirmation of products after mold repair When the mold is abnormally repaired and the sample is finished, the inspection must confirm the quality parameters such as the appearance, engineering size, performance strength, and assembly degree of the product one by one according to the first item inspection standard, and check the previous samples to confirm that they are correct. Only after the mass production can be put into production, if the mold is a major maintenance issue, the quality engineer can pass the inspection according to the above items before mass production, and if necessary, a long-term verification and tracking is required;
2.3 Inspection and confirmation of products by newcomers When the machine is replaced, newcomers work, etc., the foreman and inspection must strengthen the number of inspections, clearly inform the product attention and ensure that all employees understand, repeatedly check the proficiency of novice operations in the process, and correct any abnormalities in time. Change the operation of skilled employees at times to ensure the stability of quality;
2.4 Inspection and confirmation of products after water and power failure During the production process, due to external reasons such as water outages and power outages, the machine was restarted for production. At this time, the machine’s work was in an unstable state. The inspectors should confirm the products one by one according to the first inspection standard. Appearance quality, engineering size, performance strength and component assembly degree, etc., and comparing with the previous samples, confirm that the product is qualified before mass production, and continue to follow up until the machine runs and the product quality stabilizes;
2.5 Inspection and confirmation of products after process adjustment During the production process, the product mutates, and the workshop foreman or production supervisor readjusts the machine. After the original problem is overcome by changing the molding parameters of the machine, the inspection must reconfirm whether the quality of other inspection items has changed and whether various performances meet the requirements. For example, by increasing the temperature to overcome whether the poor appearance of the product will affect the physical properties of the plastic and make the product brittle, etc., to avoid new bad problems causing batch quality accidents;
2.6 Inspection and confirmation of products during shift During the shifting process of the workshop, due to personnel changes, new material replacement has not been confirmed, the shift time has not been confirmed, the shift inspection has forgotten to complete the handover, or other reasons, etc., hidden quality risks for the production of the machine, which may cause the risk of batch quality accidents. In addition to the strict implementation of inspections, the successor inspectors must confirm the inspections and self-inspection forms of the shifts, understand the use of materials, etc., be familiar with the quality of the shifts in time, and take measures to ensure that changes in the ability to affect the process are timely done. Out reaction.
3.1 Concessions When the production is urgently needed and the mold has problems, the process cannot be modified or the process control is negligent, and the batch problem caused the product to occur, the release review process should be strictly implemented. When the evaluation can be released, the workshop will apply for the release. After inspection and confirmation, engineering review Concessions will be released after approval by the relevant leaders. Relevant supervisors will implement their responsibilities and deduct penalties. Inspections of unprocessed products that have not gone through the approval procedures shall not be stamped, and warehouse management shall not be entered or reversed.
3.2 Rework Retest When the process control is negligent or the employee fails to process the product according to the inspection requirements, resulting in defective batches that need to be processed, the workshop shall arrange employees to rework the product outside normal working hours in accordance with the “Regulations for the Management of Injection Molding Workshops”. The employees will be deducted and assessed. After rework, they will pass the inspection and re-inspection before passing the seal and entering the warehouse or reordering.
3.3 Disposal The relevant provisions of the review and implementation process for the release of products. If they cannot be reused after review, they must be scrapped. The scrap should be scrapped by the production workshop, signed and confirmed by the relevant quality supervisor, and scrapped only after approval by the leader. Major general accidents must be referred to the general manager for decision. , Scrapped or abandoned privately, once found triple penalty.
4.1 The quality control personnel should promptly correct the problems found, analyze them, find out how to improve them, implement the control according to the corrective and preventive measures control procedures, contact the workshop for processing, and have the right to implement shutdown rectification for the unimproved machines and molds until the problem Can not be produced until it is resolved;
4.2 The handling of defective products must implement responsibilities, implement penalties, and implement corrective and preventive measures through investigation reports, order relevant departments and personnel to improve, and pass the quality department to verify that they are deemed to be closed. The follow-up process and feedback are handled by the quality department. Arrange implementation, other departments must cooperate to implement;
4.3 The improvement of the injection molding process involves modifying process documents or quality management documents in accordance with the requirements of document and data management procedures, and exploring the deficiencies and missing items in inspection specifications and operating instructions for the causes of abnormalities and out-of-control processes. To gradually improve process control documents and improve process control capabilities.
5. Quoting standards: ISO9001: 2000 version of the relevant provisions of the “Quality Manual”, each program file.
Distance: The distance between the human eye and the surface of the measured object is 250mm-350mm
Time: each side inspection time does not exceed 5-10S
Position: The viewing surface is 45 ° from the desktop, turned 15 ° up, down, left and right, flipped back and forth
Light source: D65-CLE standard light source (light source must be directly above the tester)
Temperature: 23 +/- 3 celsius
Humidity: 30% -85%
Light intensity: 1000 ± 200LUX
Vision: The inspector’s vision needs to be above 1.0
Detection tools: caliper, tape measure, ruler
2. Summary of bad defects
Shell cracking: caused by external force or material factors
Deformation: caused by external force interference
Scratches: caused by sharp objects
Shrinkage: molding cooling time is too short
Smudge: environmental factors or grease on the work surface
Oxidation: Blackening of hardware
Thread burns: caused by improper workmanship or operation
The nameplate is affixed: the nameplate is not correctly affixed
Nameplate down: nameplate down
Missing nameplate: Missing nameplate when employees operate
The nameplate is tilted: the nameplate is not in place and not tight
Can’t download: Can’t download songs or videos after connecting to a computer
Not charging: internal device is damaged or other reasons
3. Packaging inspection
Check whether the packaging method meets the requirements and whether there is a PASS label or seal affixed by the supplier
Confirm whether the outer packaging specification model, material code, quantity, production date, production batch number are correct
Whether the outer box marking is correct, there must be no incomplete marking and incorrect marking
The outer packing box must not have obvious folds, breakage, dirt, deformation, moisture, etc.
The changed materials must be conspicuously marked, and three batches of markings must be made in succession. If there are special needs, communication and written notification are the main
1. The nameplate is curled. When inspecting the goods, it is found that the nameplate with the curled corner is very easy to stick to the plastic packaging bag and tear off when opening the package
2.The design temperature is different from the actual adjustable temperature
3. Temperature conversion between Celsius and Fahrenheit. The product and instruction manual lack instructions on how to convert.
4. Button failure, disassembly inspection found that the button height of the micro switch is not consistent with the design height.
5. Panel corner crack.
6. The sealing strip blocks the rollers of the curtain.